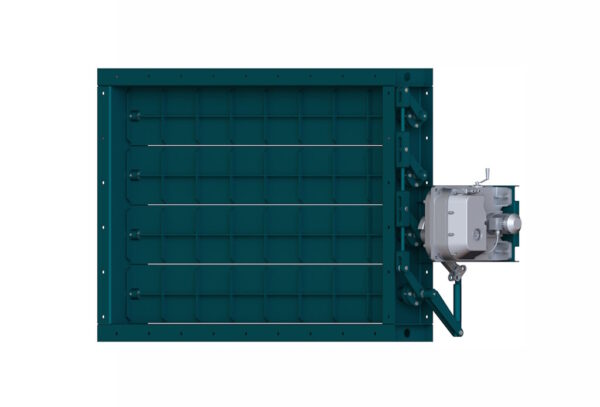
Розміри від 300х400 до 2400х2000 мм, PN 0,004 МПа ПГВУ 295, ПГВУ 296, ПГВУ 297, ПГВУ 298, ПГВУ 299

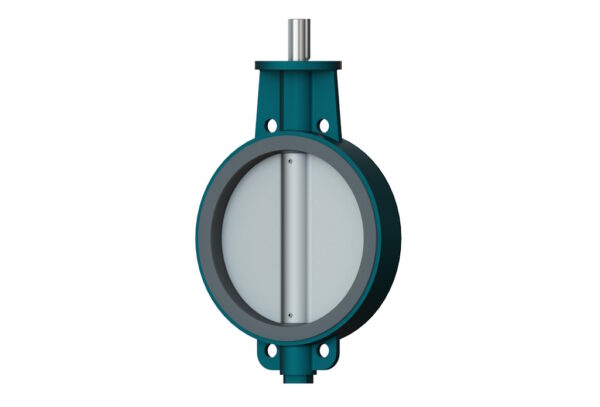
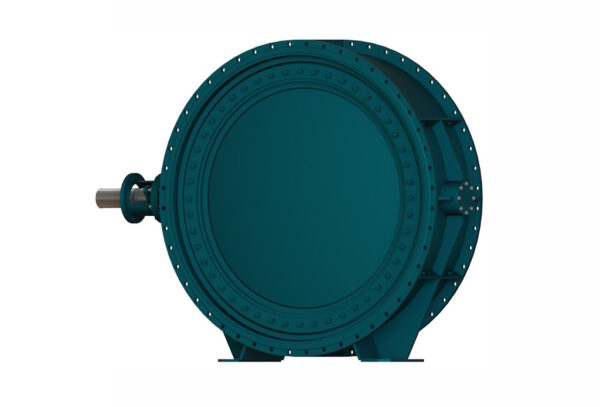
DN 150…2400 мм, PN 0,25…2,5 МПа таблиця фігур 32нж310нж, 32нж316нж, 32нж330нж, 32с506нж, 32с510нж, 32с516нж, 32с530нж, 32нж506нж, 32нж510нж, 32нж516нж, 32нж530нж, 32с906нж, 32с910нж, 32с916нж, 32с930нж, 32нж906нж, 32нж910нж, 32нж916нж, 32нж930нж
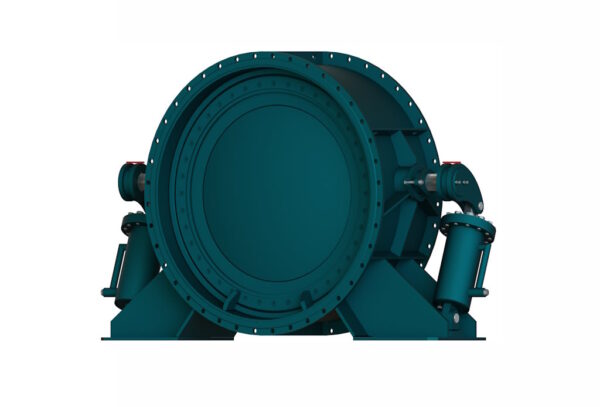
DN 150…2400 мм, PN 0,25…2,5 МПа таблиця фігур 32с506р, 32с508р, 32с510р, 32с516р, 32с530р, 32с906р, 32с908р, 32с910р, 32с916р, 32с930р, 32нж506р, 32нж508р, 32нж510р, 32нж516р, 32нж530р, 32нж906р, 32нж908р, 32нж910р, 32нж916р, 32нж930р

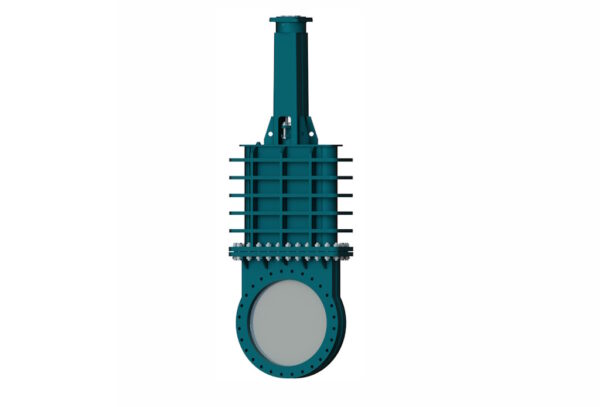
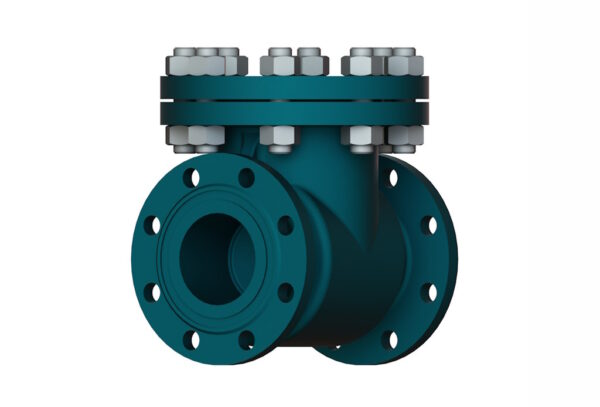
DN 150…1200 мм, PN 1,0…6,3 МПа таблиця фігур 19с16нж, 19с38нж, 19с47нж, 19с49нж, 19с63нж, 19с70нж, 19нж16нж, 19нж38нж,19нж47нж, 19нж49нж, 19нж63нж, 19нж70нж

DN 50…500 мм, PN 1,0…2,5 МПа таблиця фігур 19тн12бк, 19тн13бк, 19тн14бк
DN 80…500 мм, PN 1,6…2,5 МПа таблиця фігур: 19с15нж, 19нж15нж, 19с18нж, 19нж18нж, 19с76нж, 19нж76нж
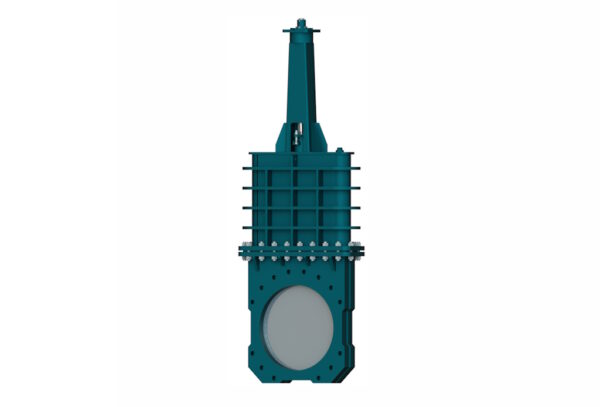
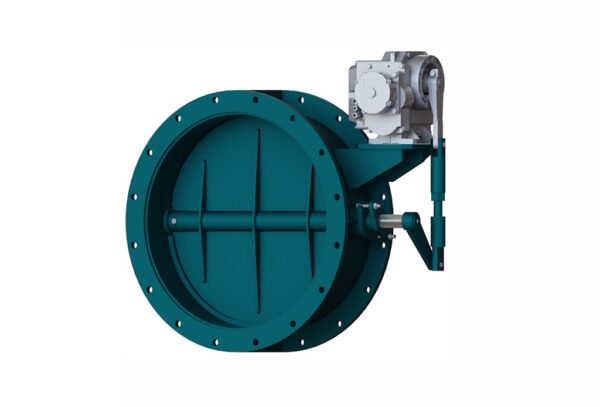
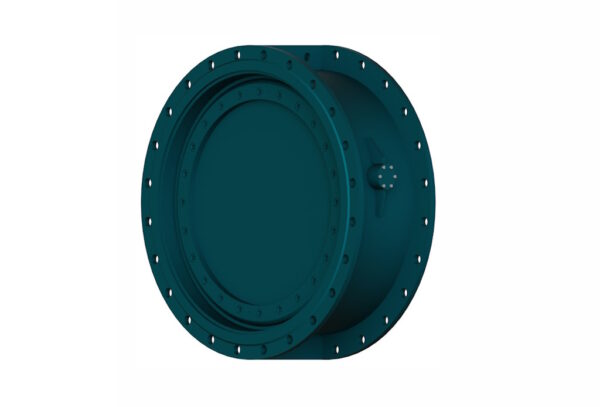
DN 1000…2400 мм, PN 0,25…2,5 МПа таблиця фігур 19с20р, 19нж20р
таблиця фігур: 30с527нж, 30с927нж, 30нж527нж, 30нж927нж

таблиця фігур: 30с527нж, 30с927нж, 30нж527нж, 30нж927нж

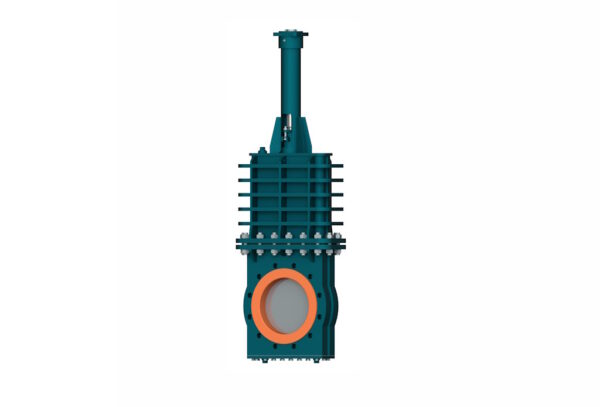
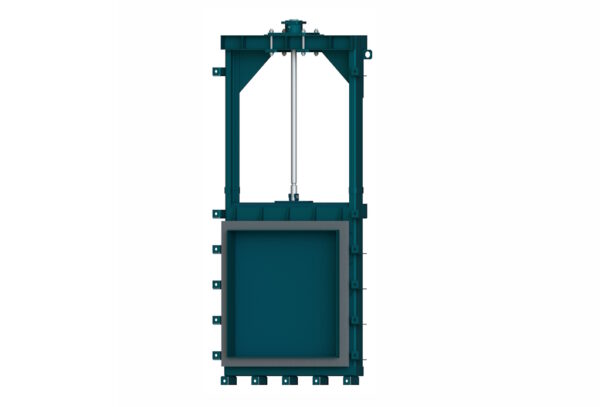
Таблиця фігур: 30с42нж, 30с46нж, 30с514нж, 30с536нж, 30с542нж, 30с546нж, 30с547нж, 30с911нж, 30с914нж, 30с936нж, 30с942нж, 30с946нж, 30с947нж, 30нж42нж, 30нж46нж, 30нж514нж, 30нж536нж, 30нж542нж, 30нж546нж, 30нж547нж, 30нж911нж, 30нж914нж, 30нж936нж, 30нж942нж, 30нж946нж, 30нж947нж

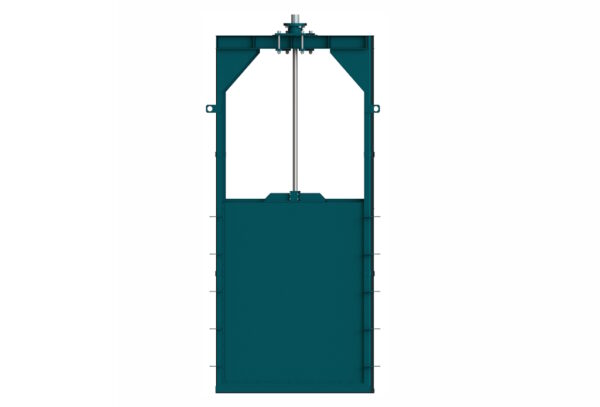
таблиця фігур: 30c41нж, 30с541нж, 30с941нж, 30нж41нж, 30нж541нж, 30нж941нж

Розміри від 300х400 до 2400х2000 мм, PN 0,004 МПа ПГВУ 295, ПГВУ 296, ПГВУ 297, ПГВУ 298, ПГВУ 299
DN 150…2400 мм, PN 0,25…2,5 МПа таблиця фігур 32нж310нж, 32нж316нж, 32нж330нж, 32с506нж, 32с510нж, 32с516нж, 32с530нж, 32нж506нж, 32нж510нж, 32нж516нж, 32нж530нж, 32с906нж, 32с910нж, 32с916нж, 32с930нж, 32нж906нж, 32нж910нж, 32нж916нж, 32нж930нж
DN 150…2400 мм, PN 0,25…2,5 МПа таблиця фігур 32с506р, 32с508р, 32с510р, 32с516р, 32с530р, 32с906р, 32с908р, 32с910р, 32с916р, 32с930р, 32нж506р, 32нж508р, 32нж510р, 32нж516р, 32нж530р, 32нж906р, 32нж908р, 32нж910р, 32нж916р, 32нж930р
DN 150…1200 мм, PN 1,0…6,3 МПа таблиця фігур 19с16нж, 19с38нж, 19с47нж, 19с49нж, 19с63нж, 19с70нж, 19нж16нж, 19нж38нж,19нж47нж, 19нж49нж, 19нж63нж, 19нж70нж
DN 50…500 мм, PN 1,0…2,5 МПа таблиця фігур 19тн12бк, 19тн13бк, 19тн14бк
DN 80…500 мм, PN 1,6…2,5 МПа таблиця фігур: 19с15нж, 19нж15нж, 19с18нж, 19нж18нж, 19с76нж, 19нж76нж
DN 1000…2400 мм, PN 0,25…2,5 МПа таблиця фігур 19с20р, 19нж20р
таблиця фігур: 30с527нж, 30с927нж, 30нж527нж, 30нж927нж
таблиця фігур: 30с527нж, 30с927нж, 30нж527нж, 30нж927нж
Таблиця фігур: 30с42нж, 30с46нж, 30с514нж, 30с536нж, 30с542нж, 30с546нж, 30с547нж, 30с911нж, 30с914нж, 30с936нж, 30с942нж, 30с946нж, 30с947нж, 30нж42нж, 30нж46нж, 30нж514нж, 30нж536нж, 30нж542нж, 30нж546нж, 30нж547нж, 30нж911нж, 30нж914нж, 30нж936нж, 30нж942нж, 30нж946нж, 30нж947нж
таблиця фігур: 30c41нж, 30с541нж, 30с941нж, 30нж41нж, 30нж541нж, 30нж941нж